
Humide ou sec : la réponse directe pour affûter un cylindre de moto
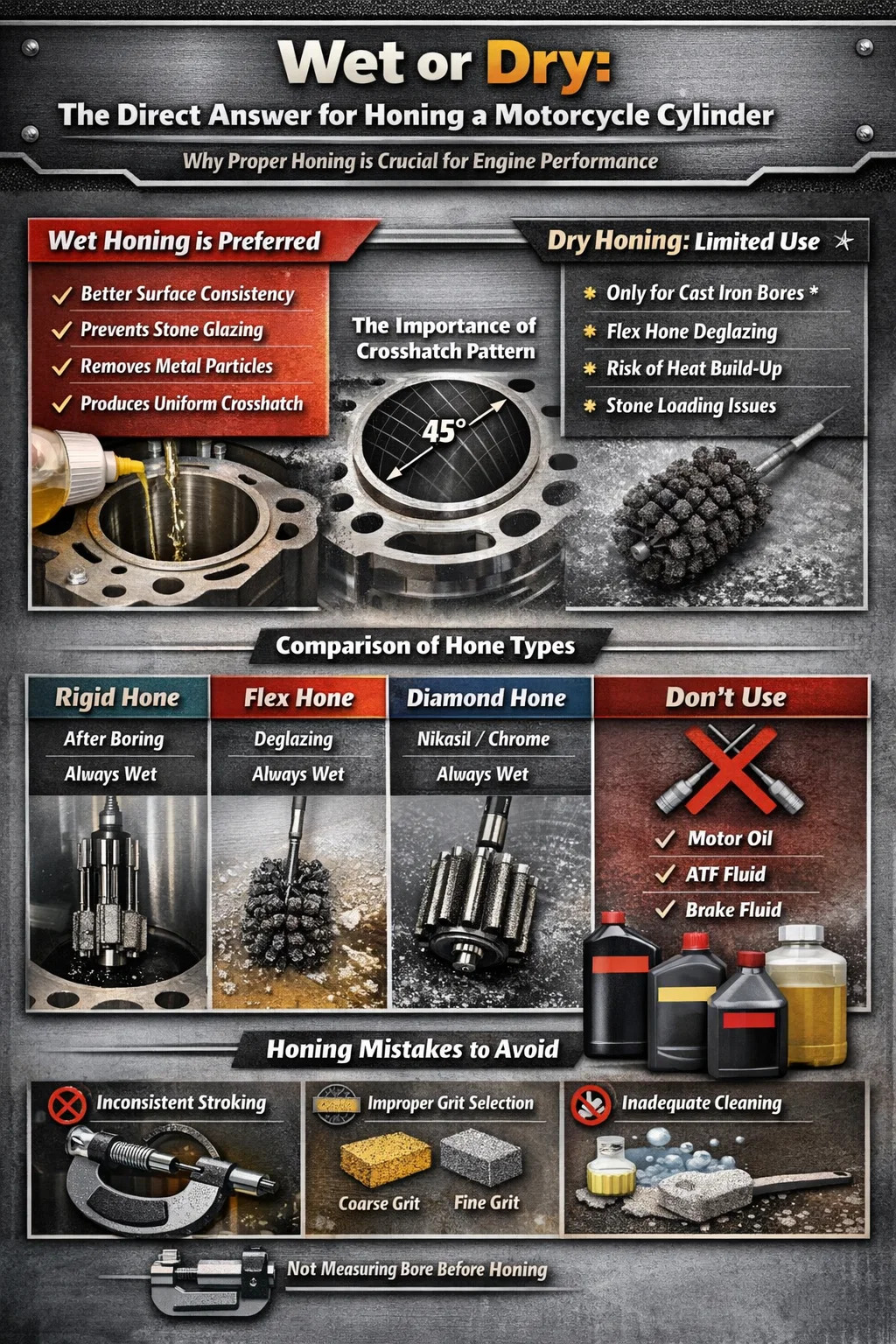
En aiguisant un cylindre de moto , le rodage humide est la méthode recommandée dans la plupart des situations . L'utilisation d'huile de rodage ou d'un lubrifiant léger à base de pétrole pendant le processus élimine les particules métalliques, maintient la coupe propre, empêche le glaçage sur les pierres abrasives et produit un motif hachuré plus cohérent sur la paroi de l'alésage. Le rodage à sec n'est utilisé que dans des scénarios très spécifiques - généralement avec certains affûtages à brosse flexible sur les alésages en fonte - et même dans ce cas, les machinistes expérimentés préfèrent souvent au moins un léger brouillard de lubrifiant.
Cette réponse est importante car une erreur affecte directement la qualité du siège de vos segments de piston. Un mauvais travail de rodage sur un cylindre de moto entraîne une consommation d'huile, une mauvaise compression, une usure prématurée des segments et un moteur qui ne fonctionne jamais comme il le devrait. Que vous reconstruisiez un vélo de trail monocylindre de 250 cm3 ou un gros bicylindre en V, comprendre le processus de rodage en détail n'est pas négociable.
Ce que fait réellement l’affûtage sur un cylindre de moto
Le rodage est un processus d'usinage abrasif qui affine la surface interne d'un alésage de cylindre. Il sert deux objectifs principaux : corriger les imperfections géométriques mineures laissées par l'alésage et créer une texture de surface spécifique - le motif hachuré - qui retient l'huile moteur et permet aux segments de piston de s'asseoir correctement contre la paroi de l'alésage.
Lorsqu'un cylindre de moto est alésé pour accepter des pistons surdimensionnés, ou lorsqu'un cylindre usagé est reconditionné, la surface de l'alésage présente une finition relativement rugueuse provenant de la barre d'alésage. L'affûtage affine cette surface jusqu'à une moyenne de rugosité précise (Ra), généralement mesurée en micropouces ou en micromètres. La plupart des fabricants de cylindres de motos spécifient une valeur Ra d'alésage fini comprise entre 15 et 30 micropouces (environ 0,38 à 0,76 micromètres). pour les alésages conventionnels en fonte ou chromés, bien que les revêtements Nikasil et composites en céramique aient des spécifications plus strictes.
L’angle des hachures est tout aussi important. Un hachure à 45 degrés, c'est-à-dire que les marques d'affûtage se croisent à environ 45 degrés de chaque côté, est la norme industrielle pour la plupart des moteurs de motos à quatre temps. Cet angle crée des micro-canaux qui répartissent l'huile uniformément dans l'alésage tandis que les anneaux glissent de haut en bas, scellant les gaz de combustion tout en empêchant l'excès d'huile de pénétrer dans la chambre de combustion.
Termes relatifs à l'état de surface que vous devez connaître
- Ra (rugosité moyenne) : L'écart moyen de la surface par rapport à une ligne parfaitement plate, mesuré en micropouces ou micromètres. Il s’agit de la spécification la plus fréquemment citée.
- Rz (profondeur moyenne de rugosité) : La moyenne des cinq plus hauts sommets et des cinq vallées les plus profondes sur une longueur mesurée. Plus pertinent pour le comportement d'assise en anneau.
- Rk (profondeur de rugosité du noyau) : Utilisée dans les spécifications de rodage en plateau — cette valeur affecte la rétention d'huile sans augmenter l'usure de la bague.
- Angle de hachure : L'angle auquel les pierres à aiguiser laissent des marques sur la paroi du forage. Trop peu profond, cela ralentit la mise en place de l'anneau ; une pente trop forte entraîne une consommation d'huile excessive.
Pourquoi le rodage humide surpasse le rodage à sec pour les cylindres de moto
La chimie et la physique derrière le rodage humide expliquent pourquoi la lubrification fait une différence si significative. Lorsque les pierres abrasives coupent du métal sans lubrification, plusieurs problèmes s’aggravent rapidement.
L'accumulation de chaleur détruit la cohérence de la surface
Le rodage à sec génère de la chaleur par friction. Même à des vitesses de perçage modérées – généralement 300 à 500 tr/min pour un alésage de cylindre de moto – le rodage à sec peut augmenter suffisamment la température de la surface de l’alésage pour provoquer une abrasion incohérente. Le métal se dilate à mesure qu'il chauffe, ce qui signifie que le diamètre d'alésage que vous mesurez entre les courses n'est pas le même diamètre auquel l'alésage revient à température ambiante. Ceci est particulièrement problématique dans les cylindres en aluminium, qui ont un coefficient de dilatation thermique plus élevé (environ 23 × 10⁻⁶/°C) par rapport à la fonte (environ 11 × 10⁻⁶/°C). Une augmentation de température de 50°F (28°C) dans un alésage en aluminium peut provoquer des changements dimensionnels de 0,001 à 0,002 pouces - suffisamment pour ruiner les spécifications de jeu serrées entre le piston et le mur.
Le chargement de particules métalliques obstrue le Hone
Au fur et à mesure que l'affûtage érode l'alésage du cylindre, de minuscules particules métalliques sont libérées. Sans lubrification pour éliminer ces particules, elles s’incrustent dans les pierres abrasives – un processus appelé chargement. Un meule chargé ne coupe plus proprement ; au lieu de cela, il brunit la surface, enduisant le métal sur l'alésage plutôt que de le couper. Cela produit une surface qui semble lisse mais qui présente de mauvaises caractéristiques de rétention d'huile. Lorsque les segments de piston entrent en contact avec un alésage bruni, ils ne peuvent pas se roder correctement car il n'y a pas de micro-vallées pour retenir l'huile pendant la période initiale de rodage à haute friction.
L'affûtage humide produit un hachurage plus uniforme
L'huile de rodage sert à la fois de liquide de refroidissement et de fluide de coupe. Il réduit la friction entre les pierres et l'alésage, permettant à l'abrasif de couper de manière constante tout au long de la course. Le résultat est un angle de hachure plus uniforme et une valeur Ra plus cohérente du haut vers le bas de l'alésage. Les études comparant les résultats de rodage humide et sec montrent systématiquement que les alésages affûtés à l'eau atteignent des tolérances Ra plus strictes, avec une variation de ±2 à ±3 micropouces contre ±6 à ±10 micropouces pour les alésages affûtés à sec dans les mêmes conditions.
Quand le rodage à sec est acceptable
Il existe des situations restreintes où le rodage à sec est utilisé ou toléré. Un affûtage flexible (affûtage à bille ou « brosse à bouteille ») utilisé sur un alésage en fonte pour une opération de déglaçage rapide - et non pour un enlèvement de matière important - peut parfois être utilisé à sec ou avec une lubrification minimale. La nature plus douce de la fonte et la conception flexible et auto-centrée de la brosse la rendent un peu plus indulgente. Cependant, même dans ce scénario, la plupart des constructeurs de moteurs professionnels appliquent au moins une légère pulvérisation de WD-40, de kérosène ou d'huile de rodage dédiée avant de faire fonctionner le flex-hone. car les résultats sont nettement meilleurs avec lubrification que sans.
Types de Hones utilisés sur les cylindres de moto
Tous les outils d'affûtage ne sont pas identiques et le type d'affûtage que vous utilisez modifie à la fois votre technique et vos besoins en lubrification. Les cylindres de moto sont disponibles dans une large gamme de diamètres d'alésage - d'environ 38 mm sur les petits moteurs à deux temps à plus de 100 mm sur les bicylindres en V de grande cylindrée - et l'outil d'affûtage doit correspondre à la taille de l'alésage et au travail à accomplir.
Pierres à aiguiser rigides (affûtage à ressort)
Il s'agit du type le plus couramment utilisé dans les ateliers d'usinage de moteurs d'automobiles et de motos. Un affûtage rigide se compose de deux ou trois pierres abrasives montées sur des bras à ressort qui s'appuient contre la paroi de l'alésage sous une pression contrôlée. Les pierres sont disponibles en différents grains, allant généralement de 80 à 400. Des grains plus grossiers (80 à 120) sont utilisés lors de l'enlèvement de matière après le perçage, tandis que des grains plus fins (220 à 400) sont utilisés pour la finition et la production du motif hachuré final.
Les outils rigides nécessitent une perceuse ou une machine à aiguiser rigide qui maintient un régime et une vitesse de course constants. Pour les cylindres de moto, la plupart des techniciens utilisent une perceuse électrique à environ 300-450 tr/min combinée à une fréquence de frappe qui produit des marques hachurées à 45 degrés. La formule est simple : vitesse de course (pouces par minute) = tr/min × circonférence de l'alésage × bronzage (angle de hachure/2) . Pour un alésage de 90 mm à 400 tr/min ciblant des hachures à 45 degrés, cela équivaut à environ 45 à 55 coups par minute.
Flex-Hone (Ball Hone ou Brush Hone)
Le flex-hone est un arbre flexible avec des billes abrasives fixées à intervalles. Il est auto-centrant et suit naturellement l'alésage, ce qui le rend indulgent pour les mécaniciens bricoleurs qui ne disposent pas d'un dispositif d'affûtage rigide. Les Flex-hones excellent dans le déglaçage (en enlevant la surface vitrée et durcie d'un alésage de cylindre usagé) et sont efficaces pour produire une finition affûtée en plateau sur des alésages qui sont déjà conformes aux spécifications dimensionnelles.
Les grains disponibles pour les flex-hones vont de 60 à 800. Pour la plupart des travaux de déglaçage des cylindres de moto, un flex-hone de 240 ou 320 grains est approprié. Les Flex-hones doivent toujours être utilisés humides — le fabricant Brush Research Manufacturing (fabricant de la marque Flex-Hone) indique explicitement dans sa documentation produit que l'huile de rodage ou le WD-40 doit toujours être appliqué pendant l'utilisation.
Hones de diamant
Les outils d'affûtage diamantés utilisent un abrasif diamanté industriel au lieu des pierres conventionnelles en oxyde d'aluminium ou en carbure de silicium. Ils sont principalement utilisés sur les revêtements durs comme le Nikasil (carbure de nickel-silicium), les composites céramiques et les alésages chromés qui détruiraient rapidement les pierres abrasives classiques. Les outils diamantés sont presque exclusivement utilisés humides, et le choix du lubrifiant est plus important ici : les huiles à base de pétrole peuvent mal réagir avec certains liants diamantés, c'est pourquoi les fluides de coupe solubles dans l'eau sont souvent préférés.
Comparaison des types de Hone pour les cylindres de moto
| Type d'affûtage | Meilleur cas d'utilisation | Lubrification requise | Niveau de compétence | Enlèvement de matière |
|---|---|---|---|---|
| Rigide (à ressort) | Après un resurfaçage ennuyeux et complet | Toujours mouillé | Intermédiaire-Avancé | Modéré à élevé |
| Flex-Hone (Ball Hone) | Déglaçage, finition plateau | Toujours mouillé | Débutant–Intermédiaire | Faible |
| Affûtage de diamant | Nikasil, chrome, revêtements durs | Toujours mouillé (water-soluble preferred) | Avancé | Faible to Moderate |
| Plateau Hone (CBN) | Finitions performance, moteurs de course | Toujours mouillé | Avancé | Très Faible (finition seulement) |
Choisir le bon lubrifiant de rodage pour le travail sur les cylindres de moto
Tous les lubrifiants ne fonctionnent pas aussi bien pour le rodage. Une mauvaise huile peut contaminer l’alésage, dégrader les pierres abrasives plus rapidement ou interférer avec l’action de coupe. Voici une présentation pratique de ce qui fonctionne et de ce qu'il faut éviter.
Huile de rodage dédiée
Des produits comme Sunnen Honing Oil, Goodson Honing Oil et des produits similaires formulés à cet effet sont la référence. Ces huiles sont spécialement conçues pour fournir la viscosité, les propriétés du fluide de coupe et le pouvoir lubrifiant appropriés pour l'usinage abrasif. Ils éliminent les particules métalliques de la zone de coupe, réduisent la charge de pierre et ne laissent pas de contaminants qui interfèrent avec les étapes ultérieures d'assemblage du moteur. Si vous effectuez des travaux sérieux sur les cylindres de moto, que ce soit sur un moteur à deux temps de 125 cm3 ou sur un cruiser de 1 200 cm3, l'huile de rodage dédiée est le bon choix.
Kérosène ou essence minérale
Le kérosène (huile de paraffine) est le substitut le plus couramment utilisé sur le terrain à l'huile de rodage dédiée, et il fonctionne raisonnablement bien. Sa faible viscosité lui permet de pénétrer dans la zone de coupe et d'évacuer efficacement les particules métalliques. De nombreux machinistes professionnels utilisent le kérosène depuis des décennies avec toujours de bons résultats. Les essences minérales fonctionnent de la même manière. Ni l'une ni l'autre n'est aussi efficace que l'huile de rodage spécialement conçue, mais pour un mécanicien bricoleur qui rode un seul cylindre de moto toutes les quelques années, la différence dans la qualité de l'alésage final est marginale.
WD-40
Le WD-40 est largement utilisé comme lubrifiant d'affûtage pour les applications d'affûtage flexible (affûtage à bille). Il est léger, pénètre bien et est facilement disponible. C'est une option acceptable pour les travaux de déglaçage. Cependant, le WD-40 n'est pas un fluide de coupe : c'est avant tout un lubrifiant qui déplace l'eau et un léger inhibiteur de corrosion. Pour l'enlèvement de matériaux plus lourds avec des pierres rigides, il ne fournit pas suffisamment de lubrification pour empêcher le chargement des pierres, et son film léger peut ne pas refroidir suffisamment la zone de coupe.
Ce qu'il ne faut pas utiliser
- Huile moteur : Trop visqueux et laisse des résidus qui contaminent la surface de l'alésage, interférant potentiellement avec l'assise de la bague.
- Liquide de transmission (ATF) : Contient des modificateurs de friction et des additifs qui peuvent obstruer les pierres à aiguiser et laisser des contaminants en surface.
- Liquide de frein : Hygroscopique et chimiquement agressif — il endommagera les composants en caoutchouc à proximité et peut attaquer l'aluminium s'il n'est pas complètement retiré.
- Eau seule : Provoque une rouille instantanée sur les alésages en fonte presque immédiatement après l'affûtage, détruisant la surface fraîchement préparée.
- Huile de coupe (sulfurée foncée) : Les composés soufrés présents dans les huiles de coupe foncées peuvent réagir avec les alliages de cuivre utilisés dans certains roulements de moteur et laisser des taches sur les alésages en aluminium.
Comment affûter un cylindre de moto : processus étape par étape
Affûter correctement un cylindre de moto nécessite une attention aux détails, les bons outils et de la patience. Ce processus suppose que vous effectuez un travail de déglaçage ou de resurfaçage léger sur un alésage de cylindre en aluminium ou en fonte qui respecte les spécifications dimensionnelles – et non un réalésage complet, qui nécessite un équipement d'atelier d'usinage.
Outils et matériaux requis
- Hone flexible (hone à bille) dans le diamètre correct - généralement 1 à 2 mm plus grand que le diamètre de l'alésage pour une tension de ressort appropriée
- Perceuse électrique à vitesse variable capable de maintenir 300 à 500 tr/min
- Huile de rodage, kérosène ou WD-40
- Chiffons propres et non pelucheux
- De l'eau chaude savonneuse et une brosse pour le nettoyage après affûtage
- Micromètre d'alésage ou jauge d'alésage à cadran
- Loupe ou lunette de visée (facultatif mais recommandé)
- Huile de montage propre (pour la protection de l'alésage après le rodage)
Étape 1 : Mesurez l'alésage avant d'affûter
Avant de toucher le cylindre, mesurez le diamètre de l'alésage à plusieurs endroits : au moins trois profondeurs (près du haut, du milieu et du bas de la zone de déplacement de l'anneau) et à deux axes perpendiculaires à chaque profondeur. Ceci identifie toute condition de conicité ou de faux-rond. Si l'alésage est de plus de 0,002 pouces (0,05 mm) rond ou conique, un déglaçage avec un flex-hone n'est pas suffisant - le cylindre doit d'abord être alésé.
Étape 2 : Fixez le cylindre
Montez solidement le cylindre dans un étau à l'aide de mâchoires souples ou fixez-le sur une surface de travail. Le cylindre ne doit pas bouger pendant l'affûtage - tout basculement ou déplacement modifie la trajectoire de l'affûtage et produit une géométrie d'alésage inégale. Pour les petits moteurs de motos monocylindres, la carafe entière du cylindre peut généralement être placée directement dans un étau rembourré. Pour les moteurs multicylindres plus gros, les cylindres individuels peuvent devoir être montés sur une plaque de fixation.
Étape 3 : Appliquez généreusement de l’huile de rodage
Appliquez une généreuse couche d'huile de rodage sur le flex-hone et sur la paroi de l'alésage. Ne soyez pas avare : vous voulez que l'alésage soit suffisamment humide pour que vous puissiez voir des reflets d'huile à la surface. Gardez de l'huile supplémentaire à proximité afin de pouvoir en appliquer davantage pendant le processus d'affûtage. Faire fonctionner un aiguisage à sec, même pendant quelques passages, peut charger les billes abrasives et réduire de façon permanente l'efficacité de coupe de l'affûtage.
Étape 4 : Réglez la vitesse de forage et commencez à caresser
Insérez le flexible dans l'alésage et réglez la perceuse à environ 300 à 450 tr/min. Commencez à caresser la pierre de haut en bas à travers l'alésage à une vitesse qui produira des marques de hachures visibles. Une ligne directrice communément citée consiste à utiliser une cadence de course qui amène l'affûtage à parcourir toute la longueur de l'alésage (plus environ 1/4 de la longueur de l'affûtage au-delà de chaque extrémité) en un seul mouvement fluide toutes les 1 à 1,5 secondes.
Pour un cylindre de moto typique d'un alésage de 100 mm avec une zone de course annulaire de 90 mm, 30 à 60 secondes de rodage actif suffisent généralement pour déglacer la surface et produire de nouvelles hachures croisées. Ne pas trop aiguiser – un affûtage excessif enlève trop de matière et ouvre des jeux au-delà des spécifications.
Étape 5 : Arrêter, retirer et inspecter
Après 30 secondes de rodage, arrêtez la perceuse alors que le diamant est encore dans l'alésage (ne retirez jamais un diamant en rotation, les billes peuvent s'accrocher au bord de l'alésage et l'endommager), puis retirez le diamant arrêté. Essuyez l'alésage avec un chiffon non pelucheux et inspectez la surface sous un bon éclairage. Vous devriez voir un motif hachuré uniforme couvrant toute la longueur de l'alésage, sans aucune zone vitrée brillante. S'il reste des taches vernissées, appliquez de l'huile fraîche et continuez à aiguiser.
Étape 6 : Nettoyer soigneusement l'alésage
C’est à cette étape que de nombreux constructeurs de moteurs DIY commettent leur erreur la plus coûteuse. Le rodage laisse des particules abrasives et des débris métalliques dans les micro-vallées de la surface de l'alésage. Si ces débris ne sont pas complètement éliminés, ils agissent comme un composé abrasif incrusté sur les segments de piston et la paroi de l'alésage pendant les premières heures de fonctionnement du moteur. , provoquant une usure accélérée qui endommage définitivement l'alésage et les bagues.
La méthode de nettoyage correcte consiste à utiliser de l'eau chaude savonneuse avec une brosse et non un solvant. Les solvants comme le nettoyant pour freins ou l'essence minérale dissolvent efficacement l'huile mais ne délogent pas physiquement les particules abrasives des micro-vallées de la surface de l'alésage. L'eau chaude avec du savon à vaisselle (la recommandation classique du constructeur de moteurs John Erb et plus tard popularisée par le constructeur de moteurs John Callies) crée une action de frottement qui soulève et emporte physiquement les particules abrasives. Frottez vigoureusement l'alésage, rincez abondamment à l'eau chaude et propre, puis séchez immédiatement et appliquez une couche d'huile de montage propre pour éviter la rouille instantanée (particulièrement important pour la fonte).
Étape 7 : Mesure finale
Après le nettoyage et avant l'assemblage, mesurez à nouveau l'alésage pour vérifier qu'il est toujours conforme aux spécifications. Un léger déglaçage avec un flex-hone enlève généralement moins de 0,0005 pouces (0,013 mm) de matériau, ce qui est négligeable en termes de changement dimensionnel. Si vos mesures montrent plus d'enlèvement que prévu, revérifiez votre technique et affinez la sélection des grains.
Matériaux des cylindres de moto et comment ils affectent l'approche d'affûtage
Le matériau des chemises de cylindre change fondamentalement la façon dont vous abordez le rodage. Différents matériaux nécessitent différents abrasifs, différents grains, différents lubrifiants et différentes finitions de surface cible.
Revêtements en fonte
Les chemises de cylindre en fonte traditionnelles – que l'on trouve dans de nombreux anciens moteurs à quatre temps japonais, motos britanniques et bicylindres en V américains – sont les plus indulgentes à perfectionner. La fonte contient du graphite libre dans sa microstructure, qui agit comme un lubrifiant intégré. Il s'affine bien avec les pierres d'oxyde d'aluminium et répond facilement aux affûtages flexibles. Les valeurs Ra cibles pour les alésages de moto en fonte sont généralement de 20 à 35 micropouces avec des anneaux conventionnels, ou de 15 à 25 micropouces pour les anneaux à face en molybdène. La fonte rouille rapidement – appliquez de l’huile sur l’alésage quelques minutes après avoir terminé le nettoyage.
Cylindres en aluminium (sans doublure)
Certains cylindres de motos – en particulier dans les petits moteurs à deux temps et certains quatre temps modernes – sont des alésages en aluminium nu sans chemise séparée. Ceux-ci nécessitent des aiguisages en carbure de silicium ou en oxyde d'aluminium et une attention particulière à l'accumulation de chaleur. Le matériau en aluminium plus mou s'enlève plus rapidement que le fer, et la structure cristalline plus lâche signifie que vous pouvez par inadvertance ouvrir des jeux rapidement si vous utilisez un grain trop agressif ou si vous aiguisez trop longtemps. Le rodage humide est ici encore plus critique : la différence de dilatation thermique entre l'aluminium et le corps en acier signifie que le rodage à sec crée plus de variabilité dimensionnelle dans l'aluminium que dans le fer.
Alésages Nikasil et Composite Céramique
Le Nikasil (carbure de nickel-silicium) est le revêtement dur électrolytique utilisé dans les alésages de nombreux moteurs de motos modernes et hautes performances, notamment les BMW Boxers, les moteurs Rotax et de nombreuses motos de sport japonaises. Les revêtements composites céramiques comme SCEM (Suzuki Composite Electrochemical Material) et NSS (Kawasaki) fonctionnent de la même manière. These coatings are extremely hard — typically 800–1000 on the Vickers hardness scale — and cannot be honed with conventional aluminum oxide or silicon carbide abrasives . Seuls les abrasifs diamantés ou CBN (nitrure de bore cubique) peuvent couper efficacement ces surfaces.
L'affûtage des alésages Nikasil est un travail spécialisé. Le Ra cible est plus serré que la fonte – généralement 10 à 20 micropouces – et l’affûtage diamanté doit être utilisé humide avec un fluide de coupe soluble dans l’eau. Plus important encore, les alésages Nikasil qui ont été endommagés par du carburant contaminé à l'éthanol (l'éthanol provoque la dissolution progressive du Nikasil au fil du temps) ne peuvent pas être sauvés par affûtage - le cylindre doit être replaqué ou remplacé. Cela constitue un problème important sur les marchés où les mélanges d'éthanol E10 ou supérieur sont courants, affectant particulièrement les anciennes motos BMW série R du milieu des années 1990.
Alésages chromés
Le chromage dur était couramment utilisé dans les cylindres de motos à deux temps - et est toujours utilisé dans certaines applications à deux temps de haute performance et de course - car la dureté du chrome et son faible coefficient de frottement sont idéaux pour l'environnement d'alésage exposé aux ports d'un moteur à deux temps. Les alésages chromés nécessitent des abrasifs diamantés pour l'affûtage et les spécifications de finition de surface sont strictes. Comme Nikasil, les travaux de chrome sont généralement envoyés à un spécialiste.
Différences d'affûtage des cylindres de moto à deux temps et à quatre temps
Les différences fondamentales entre les conceptions de moteurs à deux temps et à quatre temps créent des exigences de rodage différentes qui confondent souvent les mécaniciens qui travaillent sur les deux types.
Cylindres à deux temps
Dans un moteur de moto à deux temps, les orifices du piston ouvrent et ferment les passages d'admission et d'échappement en les dépassant dans l'alésage. Cela signifie que la surface de l'alésage est interrompue par des ouvertures de port — la pierre doit traverser ces ouvertures à chaque coup. Les bords de ces ports peuvent accrocher des pierres à aiguiser et provoquer une coupe inégale ou endommager l'affûtage.
Les cylindres à deux temps utilisent généralement des alésages en chrome ou en Nikasil plutôt que en fonte, car les orifices créeraient des augmentations de contrainte dans un matériau de revêtement plus souple. L'affûtage de cylindres à deux temps avec des ouvertures de port nécessite des courses courtes et contrôlées et une attention particulière aux points d'entrée et de sortie de l'affûtage. De nombreux techniciens utilisent un outil de chanfreinage pour ébavurer légèrement les bords des ports avant d'affûter afin de réduire le risque d'attraper les pierres à aiguiser.
La configuration des segments de piston diffère également : les pistons à deux temps utilisent généralement un seul anneau épais (parfois deux) avec une goupille de positionnement pour empêcher l'anneau de tourner et de s'accrocher dans un orifice. L'interface anneau-alésage dans un deux temps est différente de celle d'un quatre temps, et l'angle de hachure requis peut différer - certains spécialistes des deux temps préfèrent un angle de hachure moins profond de 30 à 35 degrés plutôt que la norme de 45 degrés pour les quatre temps.
Cylindres à quatre temps
Les cylindres de moto à quatre temps sont plus conventionnels : une surface d'alésage ininterrompue de haut en bas, avec des soupapes actionnées par la tête plutôt que par des orifices dans l'alésage. Cela rend les cylindres à quatre temps plus simples à affûter, et les affûteurs rigides et flexibles conventionnels peuvent être utilisés librement sans se soucier des bords des ports.
La configuration des segments à quatre temps - généralement un segment de compression supérieur, un deuxième segment de compression et un segment de régulation d'huile - nécessite que la surface de l'alésage supporte la rétention d'huile pour le segment racleur tout en maintenant un joint étanche pour les segments de compression. Le hachure croisée à 45 degrés est optimisée pour cette configuration multi-anneaux. Le ressort d'expansion du segment racleur maintient les rails jumeaux contre l'alésage avec une force significative, et les hachures offrent suffisamment de texture pour la rétention d'huile sans trop de rugosité pour que les rails du segment racleur ne puissent pas s'adapter correctement.
Erreurs d'affûtage courantes qui ruinent les alésages des cylindres de moto
Même les mécaniciens expérimentés commettent des erreurs évitables lors du rodage des cylindres de moto. Ce sont les erreurs qui se manifestent le plus souvent sous la forme de problèmes d’assise des segments, de consommation d’huile ou d’usure prématurée après une reconstruction.
Utiliser le mauvais grain
Une pierre à gros grains (grain 80 ou 120) utilisée comme finition finale laisse un alésage trop rugueux. Le processus de mise en place de la bague prendra beaucoup plus de temps et, dans certains cas, les pics de la surface rugueuse se replieront et créeront des particules abrasives incrustées dans la paroi de l'alésage. À l’inverse, une pierre à grain fin utilisée sur un alésage qui nécessite une coupe plus agressive ne fait que perdre du temps et se charge rapidement. Faites correspondre le grain au travail : grossier pour l'enlèvement de matière après l'alésage, fin (240–320) pour le déglaçage final et les hachures sur un alésage déjà conforme aux spécifications.
Vitesse de frappe incohérente
La modification de la vitesse de course lors d'une passe d'affûtage modifie l'angle des hachures. If you go faster at the top and slower at the bottom, you'll produce a bore with inconsistent crosshatch angles from top to bottom — tighter at the top where you slowed down, shallower at the bottom where you sped up. Cela produit une répartition incohérente du film d’huile et une assise inégale des anneaux. Pratiquez un rythme de frappe constant avant d'appliquer la pierre à aiguiser sur l'alésage.
Ne pas étendre l'affûtage au-delà des extrémités de l'alésage
Si l'affûtage ne dépasse jamais les bords supérieur et inférieur de l'alésage pendant une course, ces zones reçoivent moins d'action abrasive que le milieu de l'alésage. Le résultat est un alésage plus serré en haut et en bas (là où l'inversion de l'anneau se produit) qu'au milieu – exactement le contraire de ce que vous souhaitez. Laissez l’affûtage s’étendre sur environ un quart de sa longueur au-delà de chaque extrémité de l’alésage à chaque course.
Nettoyage post-affûtage inadéquat
Comme indiqué dans l'étape de nettoyage ci-dessus, l'utilisation d'un solvant au lieu de l'eau chaude savonneuse laisse des particules abrasives dans l'alésage. Les conséquences sont graves. Dans une étude de cas bien documentée sur la construction d'un moteur, un moteur reconstruit avec des alésages nettoyés au solvant (mais pas à l'eau) a montré des mesures d'usure des segments de piston de 0,003 pouces après 500 milles - une quantité qui prendrait normalement 50 000 milles dans un alésage correctement nettoyé. Les grains incrustés agissent comme un composé de rodage et, au moment où l'usure de la bague est visible, l'alésage lui-même est souvent endommagé au-delà de la prochaine limite de surépaisseur.
Affûter un alésage déjà surdimensionné
Les mécaniciens tentent parfois d'affûter un alésage qui a déjà atteint sa limite de surdimension maximale, dans l'espoir de nettoyer certaines rayures ou marques d'usure. Si l'affûtage amène l'alésage au-delà de la spécification de surdimension maximale, il n'y a pas de piston surdimensionné disponible pour l'adapter correctement. Mesurez toujours avant d'affûter et confirmez qu'il reste suffisamment de matériau pour la prochaine étape surdimensionnée avant de retirer tout métal.
Utiliser un Flex-Hone lorsqu'un perçage est nécessaire
Un affûtage flexible ne peut pas corriger les alésages ronds ou coniques : il se conforme à la forme existante de l'alésage et abrase uniformément toutes les surfaces, donc si l'alésage est ovale, il reste ovale. Les conditions de contour supérieur à 0,002 pouces (0,05 mm) ou de conicité supérieure à 0,002 pouces nécessitent un alésage et non un affûtage. L'utilisation d'un affûtage flexible sur un alésage qui a besoin d'être alésé vous donne un alésage avec des marques de hachures fraîches mais toujours une mauvaise géométrie - et des anneaux qui ne peuvent jamais se sceller correctement.
Jeu entre le piston et la paroi et pourquoi la précision d'affûtage est importante
L’affûtage sert en fin de compte à obtenir le jeu correct entre le piston et la paroi. Il s'agit de l'écart entre la jupe du piston et la paroi de l'alésage, mesuré au niveau de la face de poussée du piston (perpendiculaire à l'axe de l'axe du poignet) au bas de la jupe.
Les spécifications typiques du jeu entre le piston et la paroi pour les moteurs de moto varient considérablement selon l'application :
| Type de moteur | Plage de dégagement typique | Remarques |
|---|---|---|
| Street quatre temps, alésage en fonte | 0,001 à 0,002 po (0,025 à 0,05 mm) | Gamme de spécifications OEM standard |
| Street quatre temps, alésage en aluminium | 0,002 à 0,003 po (0,05 à 0,076 mm) | Une dilatation thermique plus élevée nécessite plus de dégagement |
| Performance/course quatre temps | 0,003 à 0,005 po (0,076 à 0,127 mm) | Températures de fonctionnement plus élevées, les pistons forgés se dilatent davantage |
| Deux temps, alésage chromé | 0,002 à 0,004 po (0,05 à 0,10 mm) | Varie considérablement selon le déplacement |
Un jeu trop serré provoque des éraflures du piston lorsque le moteur atteint sa température de fonctionnement et le piston se dilate pour combler l'espace restant. Un jeu trop grand permet au piston de bouger, augmente le soufflage des segments, produit un bruit mécanique (« claquement de piston ») et conduit souvent à une usure rapide de l'alésage et du piston. Le processus d'affûtage doit être contrôlé avec suffisamment de précision pour que le diamètre final de l'alésage se situe à moins de 0,0005 pouces (0,013 mm) de la dimension cible. — une tolérance qui nécessite une mesure minutieuse et un enlèvement de matière restreint.
Quand aiguiser et quand envoyer le cylindre de moto à un atelier d'usinage
Toutes les situations de cylindre n’appellent pas la même réponse. Comprendre les limites de ce que vous pouvez faire à la maison par rapport à ce qui nécessite un usinage professionnel évite des erreurs coûteuses.
Le rodage DIY est approprié lorsque :
- L'alésage est conforme aux spécifications dimensionnelles (à moins de 0,002 pouces du rond et du droit)
- L'alésage est vitré suite à une utilisation prolongée et les anneaux ne s'ajustent plus correctement.
- De nouveaux segments de piston sont installés sans alésage et l'alésage a besoin d'une nouvelle hachure pour le rodage des segments.
- Une légère rouille superficielle ou des piqûres de corrosion mineures doivent être nettoyées (bien que les piqûres profondes nécessitent un perçage)
- Le matériau de l'alésage est en fonte ou en aluminium standard – pas en Nikasil ou en chrome.
Un travail professionnel en atelier d’usinage est requis lorsque :
- L'alésage est de plus de 0,002 pouce hors rond ou conique – un alésage est nécessaire
- Le cylindre présente de profondes rayures dues au grippage du piston – alésage ou remplacement requis
- Le matériau de l'alésage est du Nikasil, un composite céramique ou du chrome - un outillage diamanté spécialisé est nécessaire
- Le jeu entre le piston et la paroi doit être réglé avec précision pour accepter des pistons surdimensionnés
- Un cylindre à deux temps avec des dommages aux ports qui s'étendent dans la surface de l'alésage
- Toute situation où une précision dimensionnelle supérieure à ± 0,001 pouces est requise
Les tarifs des ateliers d'usinage pour l'alésage et le rodage des cylindres de motos varient généralement de 40 $ à 120 $ par cylindre en fonction du diamètre d'alésage, du matériau et de la région. Pour un cylindre de moto qui nécessite une véritable correction géométrique, c'est de l'argent bien dépensé : tenter de réparer un alésage déformé ou surdimensionné avec un affûtage flexible à 20 $ provenant d'un magasin de pièces automobiles n'aboutira qu'à un cylindre qui a encore besoin de l'atelier d'usinage, plus un affûtage flexible gaspillé.
Rodage d'une bague après affûtage d'un cylindre de moto
Un cylindre de moto bien rodé n’est que le début. Le processus de rodage des segments (les premières heures de fonctionnement après l'assemblage) détermine la conformité des segments à l'alésage et la durée pendant laquelle le moteur maintiendra une bonne compression et une faible consommation d'huile.
Pendant le rodage, les points hauts (pics) du motif hachuré s'usent progressivement sous la pression de l'anneau, créant une surface de plateau où les anneaux reposent sur des pics au sommet plat avec des vallées retenant l'huile entre eux. Cet effet d'affûtage en plateau se produit naturellement lors du rodage, mais il nécessite que l'état de surface initial soit correct : si le Ra est trop grossier, le rodage prend trop de temps et l'usure de la bague est excessive ; s'il est trop lisse, les anneaux ne peuvent pas générer suffisamment de friction pour se conformer correctement.
Protocole de rodage pour les moteurs de motos
- Démarrez le moteur et laissez-le atteindre sa température de fonctionnement – généralement 5 à 10 minutes à régime variable, en évitant un ralenti prolongé.
- Arrêtez le moteur et laissez-le refroidir complètement à température ambiante. Ce cycle thermique aide à asseoir les segments en permettant à l'alésage et au piston de se dilater et de se contracter, conformant ainsi les surfaces les unes aux autres.
- Répétez le processus de cycle de chaleur deux à trois fois avant le premier trajet.
- Pendant les 500 premiers milles, faites varier les gaz en continu et évitez les régimes élevés et soutenus – cela empêche le vitrage des anneaux en position partiellement assise.
- Changez l'huile moteur à 500 miles pour éliminer les particules métalliques produites par le processus de mise en place de la bague.
- Évitez les coups légers de l'accélérateur et évitez les régimes élevés et soutenus jusqu'à ce que la première vidange d'huile soit terminée. Les deux extrêmes empêchent une bonne mise en place de l’anneau.
Un cylindre de moto bien affûté avec des bagues correctement rodées affichera des lectures de compression stables sur 500 à 1 000 miles et devrait maintenir ces lectures pendant toute la durée de vie du moteur. Si les lectures de compression continuent d'augmenter ou varient considérablement après 1 000 milles, c'est un signe que le processus d'affûtage ou de rodage n'était pas idéal.
 pour pièces de moteur Yamaha")

")
")
 Cylindre de moteur de moto haute performance en aluminium Yamaha")
")
")
 Cylindre de moteur Yamaha en aluminium refroidi à l'eau")
